| 項目/型号(产品编号) | RCC-001-BSL※1 | RCC-001-BS | RCC-111-BS |
| 允许载荷 | 圧縮方向 N(kgf) | 294(30) | 294(30) | 1274(130) |
| 引張方向 N(kgf) | 49(5) | 49(5) | 137(14) |
| 可搬运重量(参考)※2 N(kg) | 19.6(2) | 19.6(2) | 49(5) |
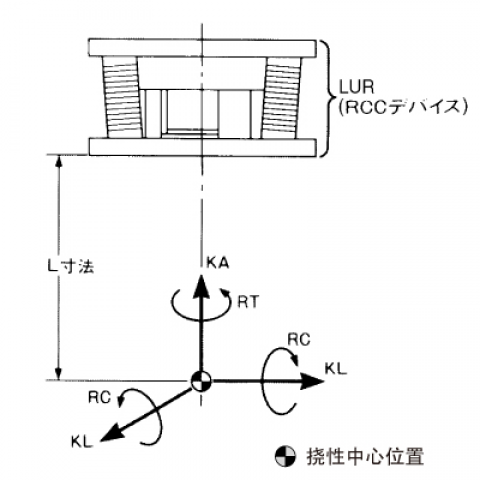
| L寸法 mm | ー | 40 | 91 |
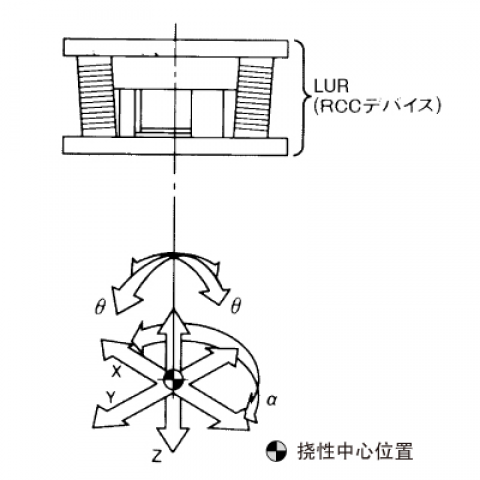
各方向
剛性 | KL:水平(X・Y)方向kgf/cm | 4.6 | 8.5 | 11.6 |
| RC:角度(θ)方向kgf・cm/rad | ー | 430 | 4,020 |
| KA:軸(Z)方向kgf/cm | 730 | 720 | 2,420 |
| RT:旋转(α)方向kgf・cm/rad | 12 | 10 | 29 |
| 产品重量 g | 80 | 80 | 160 |
| 偏差修正值量 | 水平(X・Y)方向 mm | ±2.5 | ±2.5 | ±2.8 |
| 角度(θ)方向 deg | ー | ±2.0 | ±1.1 |
| 旋转(α)方向 deg | ー | ー | ±7.5 |
旋转(α)方向转矩限度
N・m(kgf・cm) | ー | ー | 4.4(45) |
| 使用温度、湿度范围 | 0~55℃、0~90%(无结露) |
| 項目/型号(产品编号) | RCC-112-BS | RCC-113-BS | RCC-211-
RH
RS
BH
BS |
| 允许载荷 | 圧縮方向 N(kgf) | 490(50) | 1274(130) | 1323(135) |
| 引張方向 N(kgf) | 137(14) | 225(23) | 137(14) |
| 可搬运重量(参考)※2 N(kg) | 49(5) | 88(9) | 49(5) |
| L寸法 mm | 52 | 46 | 163 |
各方向
剛性 | KL:水平(X・Y)方向kgf/cm | 7.4 | 26.8 | 17.9 |
| RC:角度(θ)方向kgf・cm/rad | 1,300 | 4,470 | 4.72 |
| KA:軸(Z)方向kgf/cm | 890 | 2,980 | 3,210 |
| RT:旋转(α)方向kgf・cm/rad | 22 | 81 | 86 |
| 产品重量 g | 160 | 160 | 230~270 |
| 偏差修正值量 | 水平(X・Y)方向 mm | ±2.8 | ±2.8 | ±3.8 |
| 角度(θ)方向 deg | ±2.0 | ±2.0 | ±1.0 |
| 旋转(α)方向 deg | ±7.5 | ±7.5 | ±7.0 |
旋转(α)方向转矩限度
N・m(kgf・cm) | 4.4(45) | 4.4(45) | 6.8(70) |
| 使用温度、湿度范围 | 0~55℃、0~90%(无结露) |
| 項目/型号(产品编号) | RCC-212-
RH
RS
BH
BS | RCC-213-
RH
RS
BH
BS | RCC-321-
RH
RS |
| 允许载荷 | 圧縮方向 N(kgf) | 637(65) | 1323(135) | 2646(270) |
| 引張方向 N(kgf) | 137(14) | 225(23) | 264(27) |
| 可搬运重量(参考)※2 N(kg) | 49(5) | 88(9) | 98(10) |
| L寸法 mm | 114 | 107 | 160 |
各方向
剛性 | KL:水平(X・Y)方向kgf/cm | 9.8 | 30.4 | 32.1 |
| RC:角度(θ)方向kgf・cm/rad | 2,760 | 7.600 | 20,700 |
| KA:軸(Z)方向kgf/cm | 1,340 | 3,210 | 5,360 |
| RT:旋转(α)方向kgf・cm/rad | 63 | 240 | 310 |
| 产品重量 g | 230~270 | 230~270 | 420~460 |
| 偏差修正值量 | 水平(X・Y)方向 mm | ±3.8 | ±3.8 | ±5.1 |
| 角度(θ)方向 deg | ±1.3 | ±3.8 | ±1.4 |
| 旋转(α)方向 deg | ±7.0 | ±7.0 | ±8.5 |
旋转(α)方向转矩限度
N・m(kgf・cm) | 6.8(70) | 8.3(85) | 11.2(115) |
| 使用温度、湿度范围 | 0~55℃、0~90%(无结露) |
(备考)
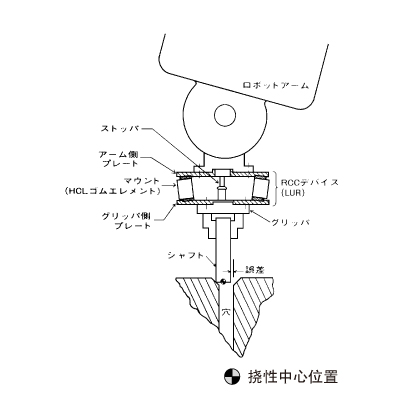
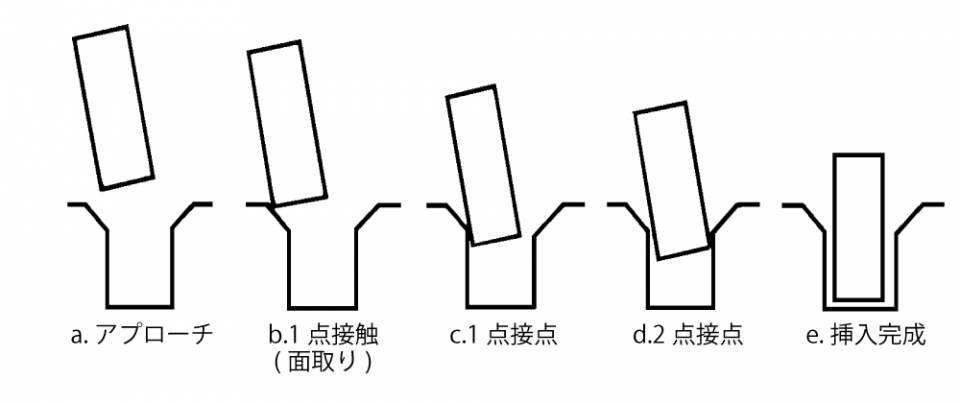
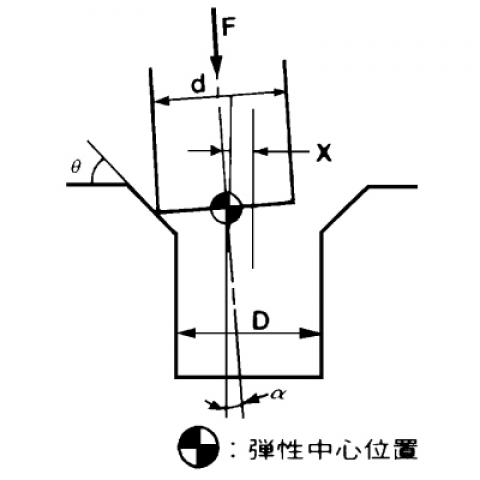
1.L尺寸是指从末端接头安装面到挠性中心位置的距离。请您在使用时务必使作用点(轴插入时接触点)与挠性中心一致。
2.上述的刚性数值是在挠性中心位置的数值。
3.上述误差修正量是单一方向的最大修正量,并不是与其他方向合成的修正量。
4.角度方向偏差的修正值仅适用于在挠性中心位置进行插入作业的情况。
5.板和挡板的材质是铝。